一、 冷拔40cr钢管的特点
1、 优点
(1) 尺寸精确,公差小;
(2) 当模孔加工优良、润滑良好时,钢管表面质量好,光洁度可达七级;
(3) 可以用它生产小直径及特殊断面的钢管;
(4) 由于冷加工有助于金属的晶粒细化,配以相应的热处理理制度,可获得好的综合机械性能的钢管;
(5) 设备简单,生产方法灵活,更换品种方便。
2、 40cr钢管缺点
变形量小、速度慢、金属消耗大、生产工艺复杂,成本较高。
二、 40cr钢管拔制方法
图3.1所示为各种拔制方法,无芯棒拔制(空拔)和短芯棒拔制是最常用的方法。长芯棒拔制时,管子与长芯棒同时通过模孔,与短芯棒拔制相比,管子与长芯棒接触面上的摩擦力显著下降,对变形抗力较高、内表面润滑有困难的小直径钢管,长芯棒拔制可以采用较大的壁厚压下系数,但是拔制后增加了脱棒工序和一系列脱棒设备,这种方法只有在特别需要的情况下才采用。扩径拔制也是应用于特殊情况下作为一种辅助拔制方法,如双层金属管的拔制。
40cr钢管的传动方式有六种:水压式、油压式、链式、摩擦辊式、绳索牵引式和螺杆式。使用液压传动的拔管机速度控制比较方便,容量为100-150吨的拔管机,以采用低速拉拔为宜。链式传动的拔管机容量在200吨以下,其他型式容量都很小,而且不大使用。拔管机的最大速度为60-100米/分,最大拉拔长度达36米,为了提高拔拔制效率,改进润滑剂和工具设计以提高拔制速度,增大钢管长度和多根拔制的方法。
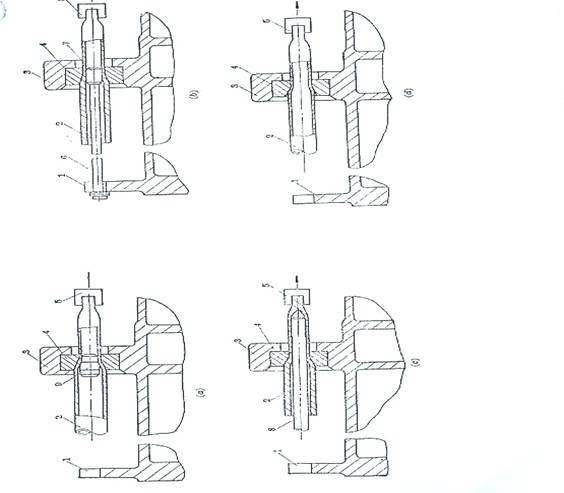
图3.1 各种拔制方法
|